摘要
研究课题
本文提出了将光学器件生产的各个阶段,从光学元件的设计,到机械和技术生产阶段,再到制造成本的计算,以一个单一的逻辑顺序结合起来的思想。这个想法更有吸引力,因为它可以控制整个过程,节省时间和预算,在设计阶段就决定最合适的生产方案。这些信息必须是客观的,与生产的具体类型和数量有关,并且易于在初始设计阶段进行验证和控制。
方法:该方法包括在“交钥匙”的基础上结合光学设备创建的所有阶段,包括设备光学方案的分析和可视化选项,考虑到机械和技术方面,以及根据产量计算“项目-产品”成本,并提出优化建议。众所周知,在设计光学元件时,特别是对于接近分辨率衍射极限的图像质量保证,有几种可供选择的电路解决方案:仅包含球面或方案中具有不同数量的光学元件的透镜的选择,或具有非球面的透镜。在设计阶段,选择是困难的。在这种情况下,决定是考虑到镜头的生产工艺过程。
主要的结果:进行了最佳透镜光学方案的选择。当光学器件方案的设计变体、光学元件的制造公差和生产量已知时,就可以在最早阶段对光学器件的制造可能性进行评估。确定了给定器件的各种光学方案的光学元件的制造成本。进行了备选电路解决方案的研究,例如,仅包含球面或方案中具有不同数量光学元件的透镜变体,或使用非球面。在设计阶段,正确的选择是困难的。在本文的案例中,考虑到透镜生产的工艺流程,开发了解决方案。为此,一种名为PanDao的新软件工具被应用于光学系统的早期设计阶段,为可生产性、所需的制造技术和预期的生产成本提供了预览。为了说明PanDao软件的使用,我们开发了两种针孔透镜方案,并与与透镜孔径一致的前向输入瞳孔进行了比较;第一透镜由三个球面光学元件组成,第二透镜由四个非球面光学元件组成。
实际的相关性:说明了在光学设计阶段对透镜系统进行可制造性分析的可能性,并在给定产量的条件下确定了光学器件制造的最佳工艺顺序。对各种光学元件的制造过程进行建模,可以选择最优生产链,并评估制造、装配和设备测试的需求和成本。另一个优点是在早期设计阶段计算设备成本,这有助于在某些情况下优化其光学方案,有时甚至可以避免原型设计阶段。这种方法首先在PanDao软件中实现,现在可供广泛的研究人员使用。
关键词
光学设计、光学制造、人工智能、光学技术、透镜、像差、公差、制造成本、制造成本分析
介绍
计算机技术在科学、生产和生活的各个领域占有越来越大的空间,渗透到以前难以想象的领域。其中一个最近的例子是一个多学科项目,涉及光学系统设计、光学元件的制造过程及其生产成本。
光学设计包括起点选择,在起点选择光学元件的数量和位置。然后设计师控制技术规格和图像质量。
光学器件的设计典型地展示了几种技术解决方案[1]的存在;它们之间的区别并不明显。例如,通过确定其最优生产链和比较替代变体的生产成本,可以选择最佳产品。
利用最近开发的PanDao软件工具成功地解决了这些问题。简而言之,PanDao是一个由光学设计人员编写的分析光学布局和公差的软件。然后,对所选技术的制造链进行了推荐,并对所选技术的生产成本进行了计算。
到目前为止,现有的软件工具一直在分别解决光学和机械设计问题,并创建其生产的技术链。因此,SYNOPSYS, OSD, CODEV, OPTICS STUDIO等软件程序为用户提供了实现光线追踪,分析光学元件和编制光学元件公差的选择,这些都是其生产技术从未结合过的。在光学设计师之后,另一位专家使用不同的软件,如MOLDEX 3D,展示了镜片技术链和塑料光学的生产过程,仅采用注射成型。通常,这些工程师之间没有联系,而且经常相互矛盾。这一事实减缓了光学器件的生产过程,并增加了其成本。
在光学系统的生成过程中,随后涉及三个不同的实体:
1) 最初,光学系统设计人员将性能参数转换为光学系统参数,如使用的玻璃类型,透镜几何形状,表面形状精度,粗糙度和中频误差以及应用的涂层类型;
2) 随后,光学制造设计人员将光学系统参数转化为精心设计的生产链,使用具有优化的制造参数集的机械,例如使用的磨料[2],加工运动学,共振频率或应用的溅射率;
3) 最后,生产管理人员利用已部署的光学制造生产链,通过应用优化批量规模及高水平自动化条件下训练有素的操作人员来完成光学系统的制造。
一般来说,是光学设计师与客户就“光学系统”产品进行谈判,包括规格,价格以及有关产品制造,涂层,安装和交付的问题。
虽然光学系统设计人员有很好的软件工具支持来设计最优的光学元件,但目前还没有这样的工具来设计生产所需的最佳制造链。就光学制造而言,光学设计师的决定仅限于他们早期与公司或供应商光学车间谈判的个人经验。原因是光学制造技术并不是光学设计师培训的一部分,如材料学、机床计量学、机械工程、磨料加工、制造过程参数控制、化学工程等。
背景和问题说明
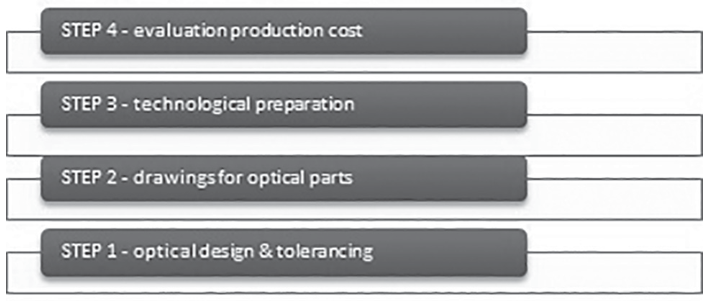
任何光学器件的生产过程都是相当复杂的,包括几个必要的步骤,并不是所有的步骤都已经被计算机集成。图1显示了光学器件生产的一般顺序,包括从光学设计人员创建光学系统的技术要求到计算公差的所有步骤。光学部件不能“悬在空中”,它们必须有外壳和其他机械部件,这些部件由另一个人(绘图员)在第二步中实施。第三步是由一个专家小组准备技术流程。最后,在车间中制作出一个光学器件,经过测试,该器件已经准备就绪。所有这些步骤传统上是分开的。在现有的软件程序之间建立联系,并使用特殊的算法将各种软件工具统一起来,这似乎是合乎逻辑的。本文中讨论的PanDao程序创建了一个工具,该工具首先对光学设计师有用,可以通过以下步骤来估计许多事情,例如:光学系统的复杂性,绘图工作,公差检查,确定各种变体的近似生产成本。例如,图1中的第一步不适合算法,尽管有相当多的计算机辅助设计程序,但要制造的最终版本的选择过程远非明确。将此问题与随后的步骤2-4结合起来解决似乎非常有吸引力。然后,有了每个选项的估计成本,选择就变得容易了。
图1.光学器件生产的一般顺序
因此,在上述步骤中,可以选择设计程序,例如:光学元件的设计,光学电路和机械元件的设计,或生产准备过程,光学和机械部件,最后是设备的实际生产和组装,如果需要,购买(各种光学设计变体的生产成本估算)。图1所示的步骤造成大部分的成本输入。
到目前为止,软件已经发展到设计和施工阶段,而技术,生产,特别是购买方面还没有为他们的算法做好充分的准备。
由于一组科学家的研究[1, 3–5],这个问题被解决作为一个专家系统,提供知识统一的光学器件的开发。专家系统是在这一复杂工程领域开启人工智能方法的第一步。这项研究的目标是向计算机“解释”,不仅是如何设计透镜,而且是如何制造透镜。这是一项非常艰苦的工作,必须吸引邻近光学专业的光学专家。最近,在PanDao软件项目中,已经开发出这样的工具,能够在设计阶段预测可生产性,所需的制造技术和预期的生产成本。
PanDao方法
基于数十年的学术和工业最先进的制造和经验,开发了一个像软件工具一样的专家系统。
PanDao基于多个数据库以及设计师,机械,电气和化学工程师以及光学制造技术专家的光学专家知识,他们共同努力产生有关制造对光学元件形状的影响的信息,为光学设计师在早期设计阶段最佳选择参数和公差提供输入数据。
PanDao包括在光学器件的设计、生产和测试领域扩展的信息源和知识库。这样,光学设计师就可以测试他们的项目的可生产性,并找出生产所需的基本光学制造技术。此外,光学设计参数的制造成本影响分析是可能的,设计参数可以优化为最小的制造成本。因此,PanDao描述了整个制造链,包括光学设计过程中的制造成本、镀膜成本、测试成本和定心成本。为此,PanDao创造了一种特殊的算法,输入镜头参数,根据合理的公差计算工艺参数,并根据上述数据和期望的生产量确定价格。
PanDao算法包含本出版物中未公开的专有技术,而我们提出了一个光学设计案例,其中我们应用PanDao进行优化并作为最佳光学设计的决策工具。在下面,我们给出了如何使用PanDao的例子。
PanDao是用户友好的软件。首先,我们下载信息文件,从YouTube下载教程,联系PanDao管理员,注册,获得访问权限并开始工作。
在开始PanDao之前,我们需要为计划生产的光学系统准备光学布局,包括所有参数,规格和公差。我们从OSDOPTICS, SYNOPSYS, ZEMAX软件和其他一些用于光学设计的软件应用程序中得到这些信息。根据光学设计使用的软件类型,他/她将要求的信息输入PanDao.com。生产量必须是强制性的投入。
通过与PanDao的对话,我们获得了所有光学元件的光学图纸和生产技术链的报告。此外,还估算了费用。
广角针孔透镜的设计与分析
让我们讨论一下手机相机针孔镜头的制造,因为它们现在正在蓬勃发展。针孔透镜是一种特殊的物镜,由于其入瞳尺寸小,常用于安防领域。该镜头具有多种光学解决方案,适合广泛的技术规格。
下面介绍两种光学系统的光学设计,用于相同的目的,它们总共生产了10,000个透镜。分析了它们的可生产性、最佳光学制造工艺和制造成本。第一个系统由三个球面透镜组成,如图2中的例1所示,第二个系统由四个全非球面透镜组成,如图2中的例2所示(图5)。系统规格如表1所示,两个示例的规格相同。因此,对于相同的技术要求,我们有两个变体。
地点:
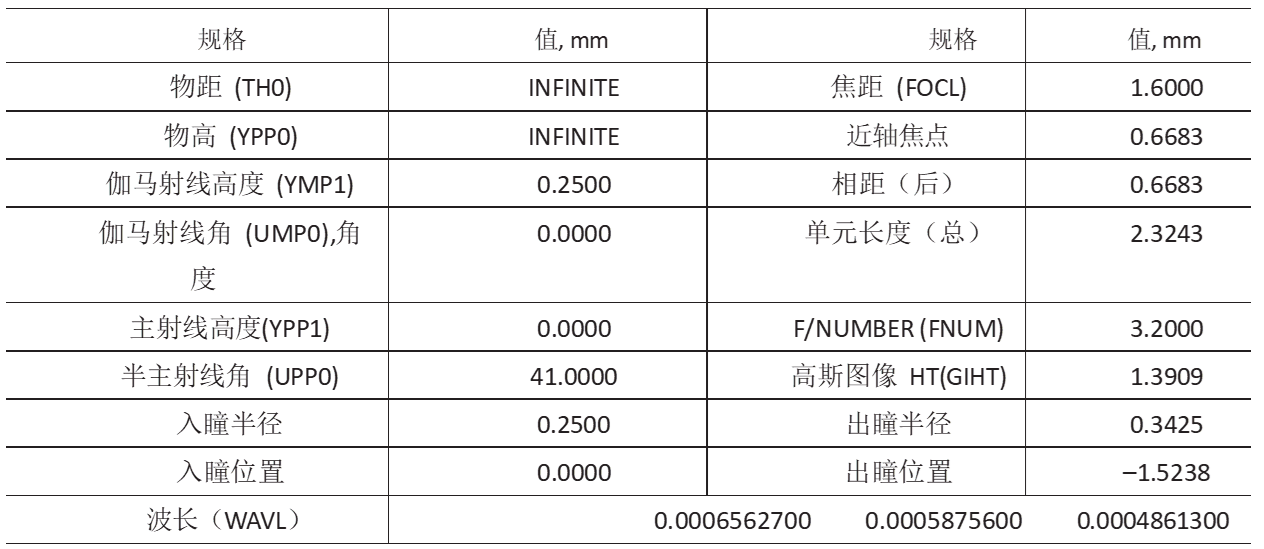
注:所有线性尺寸,如:焦距、近轴焦点、像距、单元长度、高斯像高度、边缘射线高度、主射线高度、进出口瞳孔半孔径、进出口瞳孔位置均以毫米为单位给出。
波长(WAVL)。
角尺寸主射线角以角为单位。
F/NUMBER没有维度,因为它是焦距和镜头直径两个线性值的比值。
例1全球面针孔透镜
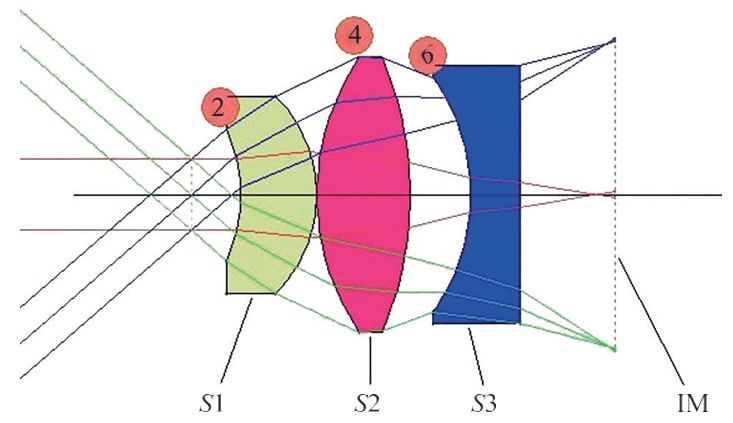
全球面针孔系统的光学方案如图2所示。正如我们所看到的,透镜由三个分离的光学元件组成:两个正透镜和一个负透镜在它们之间。这是一种改进的三联镜头方案,光圈在镜头前停止。利用软件对镜头进行了设计和优化。这种透镜质量受到几何上的限制,这可以从表5中的调制传递函数(MTF)的数字中得到证实。
图2.针孔三联镜,包含三个球面透镜S1、S2和S3;透镜在像(IM)平面上形成像
表1.两个设计示例的系统规格
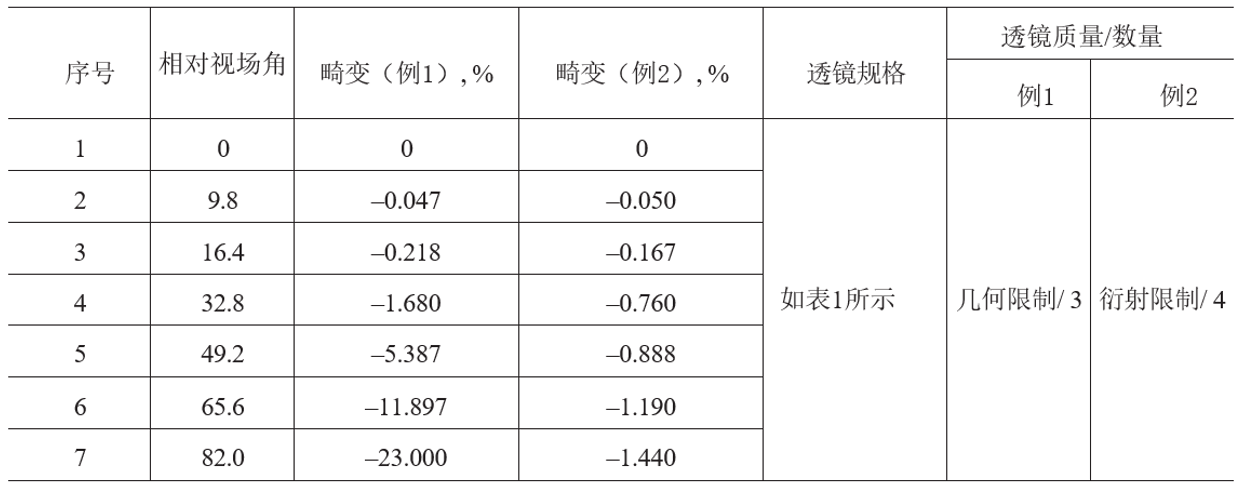
表2.例1和例2所选规格和像差值
在这种类型的光学系统中,图像的大小和结构受到几何像差的限制。在光学系统(OS)前有光圈的针孔透镜中,畸变像差没有得到校正。对于这种类型的镜头,它是最关键的像差之一。所有球面和非球面透镜的针孔畸变值如表2所示。
所有球面针孔三联镜(图2)由半月板S1组成,由曲面2和3组成;由表面4和5形成双凸透镜S2,由表面6和7形成负凹平面透镜S3。图2中没有显示曲面3、5、7的数量,其中透镜S1呈黄色,对应的是折射率n = 1.800,阿贝系数v = 46.63的玻璃模型。镜片S2由n = 1.63323, v = 61.65的冠材制成,颜色为红色;镜片S3由n = 1.800, v = 25.05的重火石玻璃制成,颜色为蓝色。
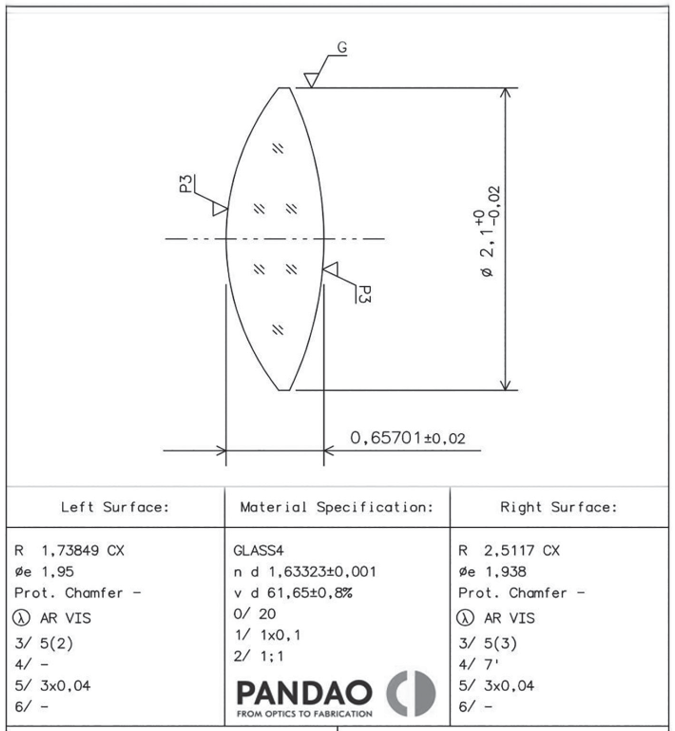
根据标准,透镜S2的图纸如图3所示。
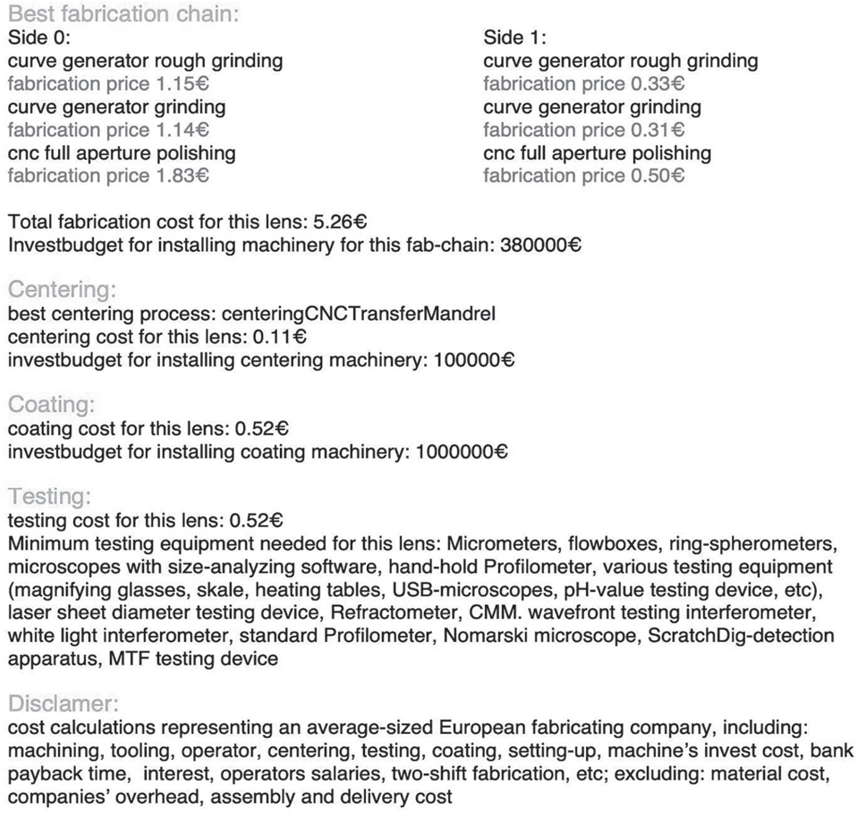
使用PanDao软件工具对所有镜头进行了分析,并根据ISO 10110标准进行了呈现。我们以双凸透镜S2为例(图3)。PanDao确定了一个三步制程链(图4)。
采用曲线发生器CNC[6](计算机数控)磨削和最后的全孔径CNC抛光步骤,是生产的最佳制造链。此外,还列出了制造该镜片所需的专用测试设备。每个镜头的总制造成本约为6.4欧元,包括5.26欧元的制造成本,加上0.52欧元的镀膜成本,加上0.52欧元的测试成本,加上0.11欧元的中心研磨成本(考虑到一家中等规模的中欧公司:不包括公司间接成本和材料成本)。整个技术链的成本取决于制造商所在的国家。在我们的例子中,我们使用瑞士制造商的平均价格。
图3.例1中透镜(S2)的光学图
图4.PanDao分析了S2透镜(图3),每个透镜的制造成本为5.26€。所需的产量是10,000个镜头
所有球面针孔物镜的PanDao产能分析总结如图4和表3所示。
CNC是图4[6]中Computer Numerical Control的缩写,CCP是Computer Controlled Polishing的缩写[7-9]。例1的PanDao分析如表3所示,其中计算了制造成本、磨削成本、镀膜成本、检测成本。镜头设计和材料成本不包括在内。
例2.全非球面针孔透镜
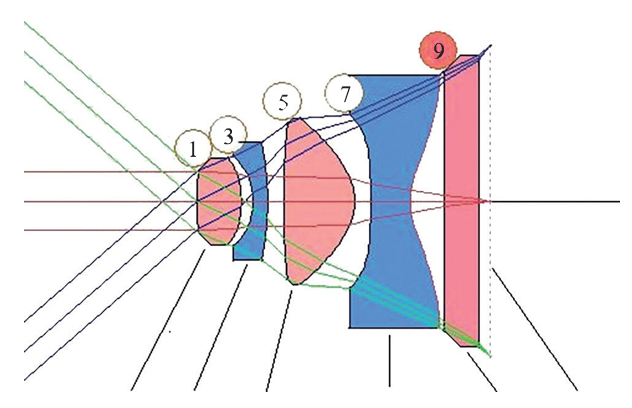
所有非球面针孔镜头(图5)与所有球面镜头具有相同的应用,但在批量生产中使用,例如,作为移动相机[10]的镜头,但在这种情况下,它必须具有完美的质量。如果我们比较这些镜头的光学方案,例1看起来更简单和吸引人,但哪一个更好并不明显。所有非球面针孔透镜的PanDao分析见表4。
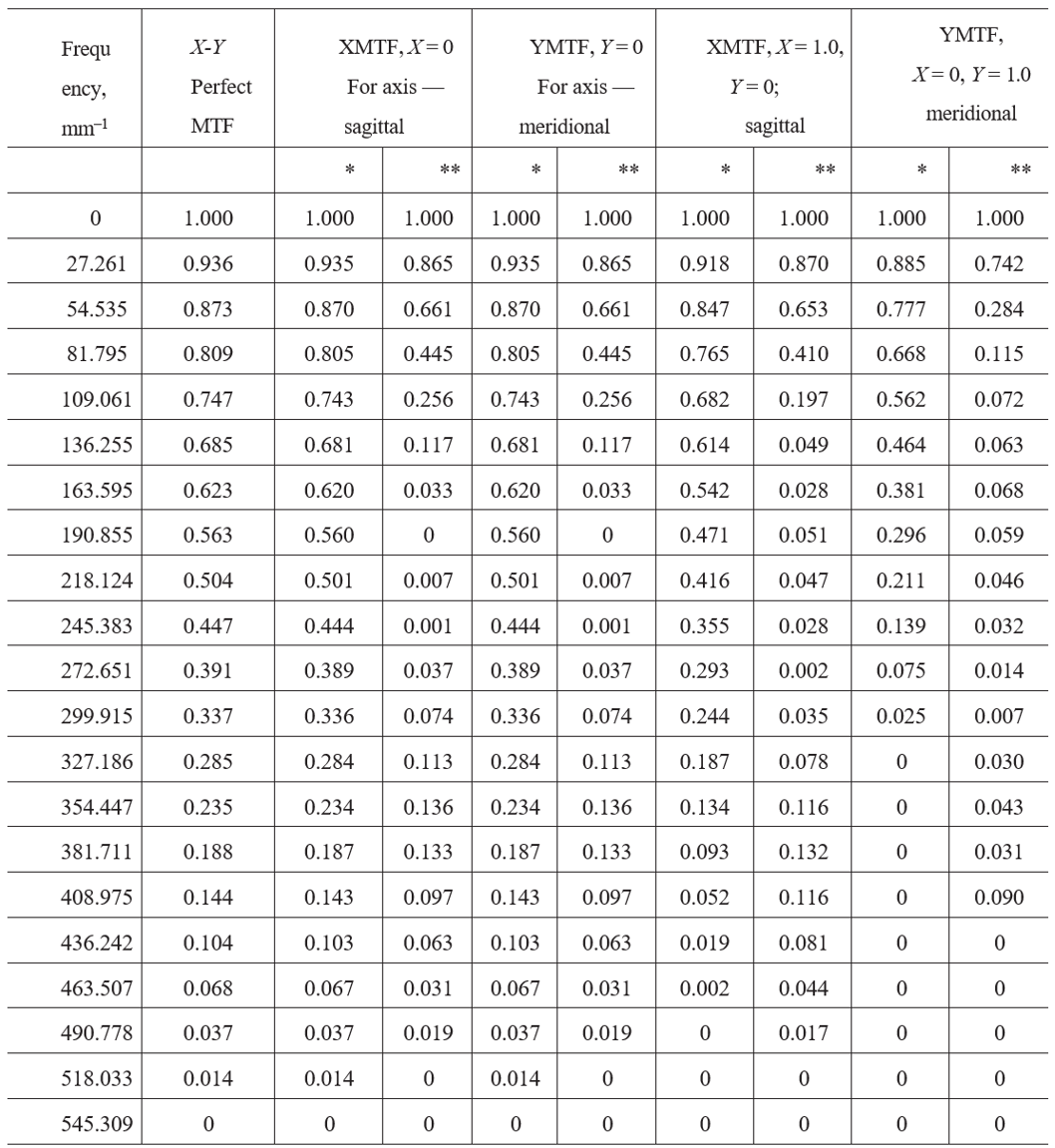
让我们检查一下图像质量,根据MTF计算其结果如表5所示。这个镜头的衍射极限几乎覆盖了整个视野,为82角度。我们比较X-Y列的完美MTF和字段上显示的MTF的值。这些值几乎相等。非球面透镜比球面透镜有更多的优化参数,这就是为什么有可能纠正额外的像差-畸变。在这两个例子中,优化的参数是半径、厚度以及所有非球面设计中的非球面系数和圆锥常数。在我们的例子中,镜片的材质不建议作为优化参数,我们只是选择合适的镜片,不进行更换。需要注意的是,所有的非球面设计通常都需要全部使用塑料材料[11],但我们假设选择玻璃,因为目前塑料材料不包括在潘道材料目录中。这是一个重大的缺点,今年将得到解决。我们从Schott玻璃目录1中挑选的材料是:BK1和F2,它们的折射率接近塑料材料。
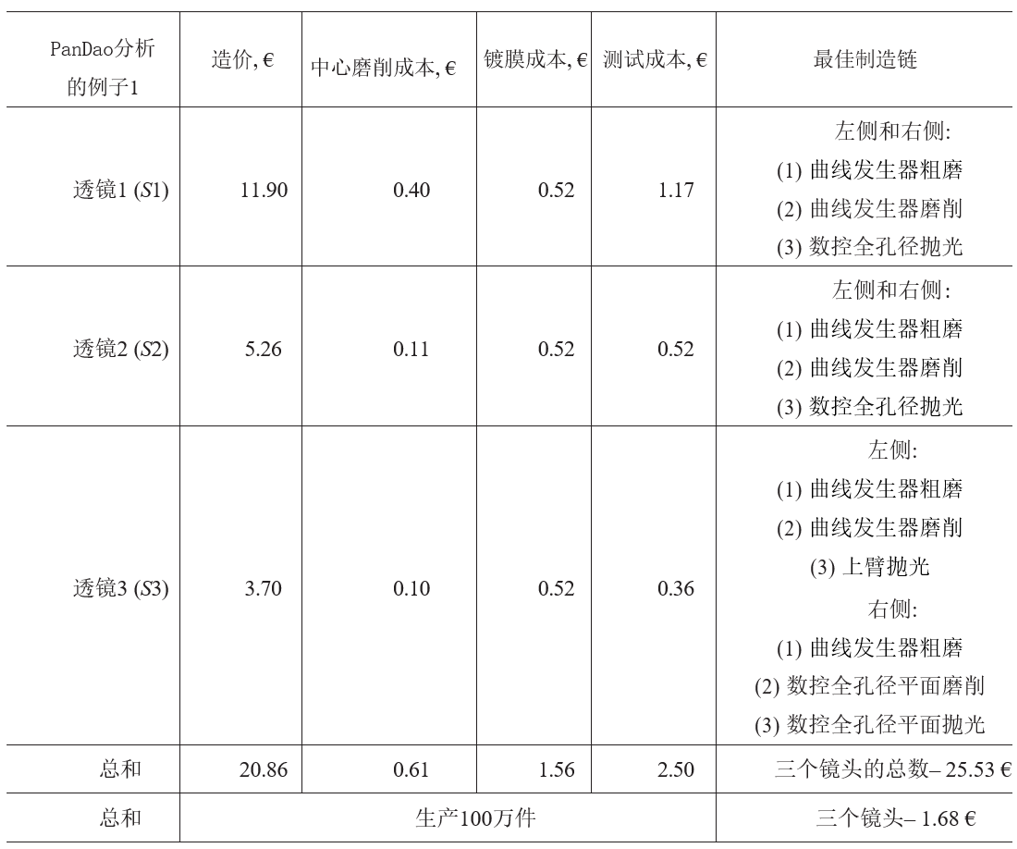
表3.PanDao分析所有球面针孔三联镜
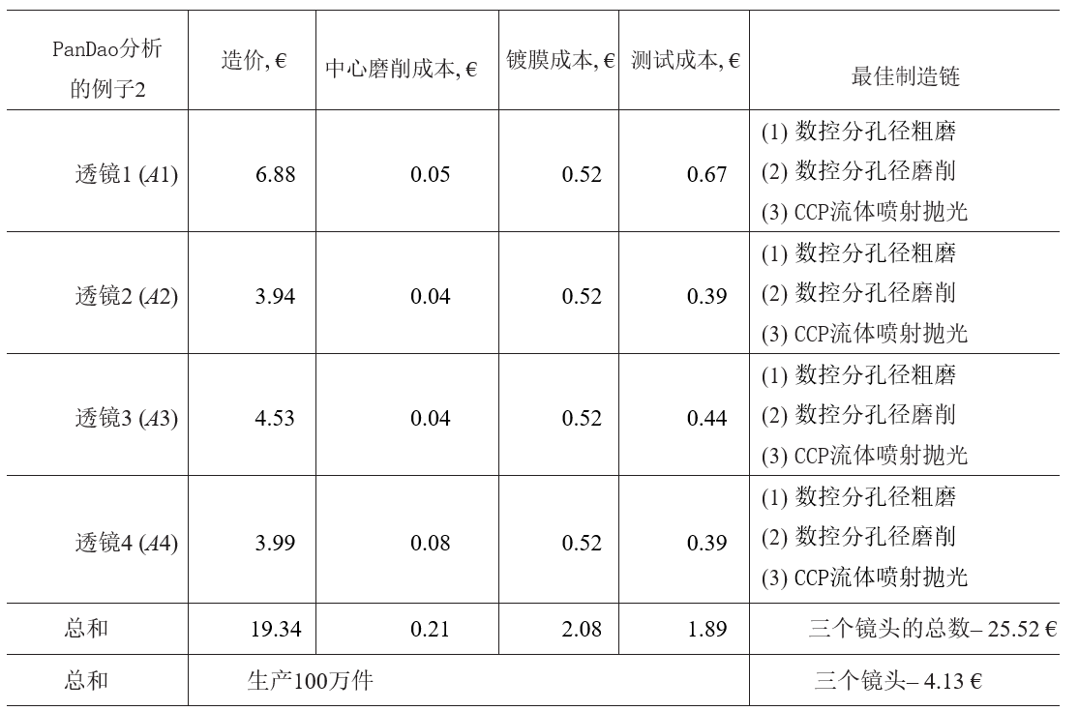
表4.PanDao分析所有非球面针孔镜
表5.所有球面(**)和所有非球面设计(*)的卷积MTF
现在让我们计算同样数量的生产成本,10000套镜片。PanDao分析了非球面针孔透镜物镜表面粗糙度要求为1 nm RMS(均方根)[12]的生产过程。
如图5所示为所有非球面针孔物镜的画图,由1、2面构成的双凸透镜(A1)、3、4面构成的负半月板透镜(A2)、5、6面构成的双凸透镜(A3)和7、8面构成的双凹透镜(A4)组成。图5未显示曲面2、4、6、8和10的数目。光线从左到右被追踪,并在表面上产生一个图像,称为IM。PPP是一个平面平行板,保护ccd接收器免受损坏。PPP元件的参数是我们设计透镜时必须考虑的,因为系统是衍射受限的,每个光学元件的输入都是必不可少的。
图5.A1、A2、A3、A4四镜片及平面平行板全非球面设计(PPP)
图5中透镜A1、A3、PPP呈粉红色,对应Schott玻璃目录1中的冠BK1。镜片A2, A4有蓝色,他们是由燧石材料F2也从肖特玻璃目录。
为了说明光学元件形状的复杂性,应注意方程(1),它描述了二次和幂级数非球面的形状。在这个例子中,我们有足够的参数来校正畸变,在这个镜头中,沿整个图像场的值小于1.5%。因此,该镜头可用于测量和测试应用。
 (1)
式中:z—非球面凹陷;K -二次常数;C——曲面曲率;G3 -均匀非球面的第一非球面系数;G6 -均匀非球面的第二非球面坐标;R -径向坐标。
优化参数为:两个例子中的半径、厚度以及所有非球面设计中的非球面系数和圆锥常数。在我们的例子中,镜片的材质不建议作为优化参数,我们只是选择合适的镜片,不进行更换。需要注意的是,所有非球面设计通常都需要使用所有塑料材料,但我们假设选择玻璃,因为目前塑料材料不包括在PanDao材料目录中。我们从Schott玻璃目录中挑选的材料是:BK1和F2,它们的折射率接近塑料材料。
结论
最后,提出了一种新的光学设计工具PanDao,用于根据光学设计参数和公差设计最优加工链。通过应用该软件工具,在光学系统的设计阶段就可以将制造成本降至最低。
两种针孔透镜的光学设计已经提出,并在光学系统性能方面进行了比较,证明了非球面物镜具有更好的性能,甚至比球形物镜更便宜,例如,用于生产10000个透镜。
另一方面,如果生产数量达到数百万,PanDao确定精密玻璃模压,PGM[13],是最适合该应用的制造技术,旨在将球形系统的成本降低到6%,非球面系统的成本降低到17%。
从性能的角度来看,非球面系统总是可取的。然而,如果我们将制造成本考虑在内,则可以确定两种不同的制度。虽然对于较小的数量(例如10,000件),非球面系统比球形系统更具成本效益,但对于大批量制造(例如1,000,000件),情况发生了变化,其中球形系统比非球面系统便宜。
参考文献
1. Hou Z., Livshits I.L., Bociort F. One-dimensional searches for finding new lens design solutions efficiently. Applied Optics, 2016, vol. 55, no. 36, pp. 10449–10456. doi: 10.1364/AO.55.010449
2. Yan J., Tamaki J., Syoji K., Kuriyagawa T. Single-point diamond turning of CaF2 for nanometric surface. International Journal of Advanced Manufacturing Technology, 2004, vol. 24, no. 9-10,
pp. 640–646. doi: 10.1007/s00170-003-1747-2
3. Franz T., Hänsel T. Ion beam figuring (IBF) solutions for the correction of surface errors of small high performance optics. Proc. Optical Fabrication and Testing (OFT 2008), 2008, pp. OThC7. doi: 10.1364/oft.2008.othc7
4. Fähnle O.W., van Brug H., Frankena H.J. Fluid jet polishing of optical surfaces. Applied Optics, 1998, vol. 37, no. 28, pp. 6771–6773. doi: 10.1364/AO.37.006771
5. Williamson R. Field Guide to Optical Fabrication. SPIE Press, 2011. doi: 10.1117/3.892101
6. Walker D.D., Beaucamp A.T.H., Brooks D., Freeman R., King A., McCavana G., Morton R., Riley D., Simms J. Novel CNC polishing process for control of form and texture on aspheric surfaces. Proceedings of SPIE, 2002, vol. 4767, pp. 99–105. doi: 10.1117/12.451322
7. Jones R.A. Optimization of computer controlled polishing. Applied Optics, 1977, vol. 16, no. 1, pp. 218–224. doi: 10.1364/AO.16.000218
8. Bliedtner J., Gräfe G. Optiktechnologie. Carl Hanser Fachbuchverlag, 2010, 423 p.
9. Karow H. Fabrication Methods for Precision Optics. Wiley, 2004, 768 p.
10. Bronshtein I.G., Vasilev V.N., Livshitc I.L., Iung-Dzhi K., Tai- Iung K., Fil-kho D. Light width wide angle lens. Patent RU80248U1, 2009. (in Russian)
11. Kumanin K. Generation of Optical Surfaces. Focal Library, 1967, 476 p.
12. Namba Y., Shiokawa M., Yu J., Ikawa N. Surface roughness generation mechanism of ultraprecision grinding of optical materials with a cup-type resinoid-bonded diamond wheel. CIRP Annals, 1997, vol. 46, no. 1, pp. 253–256. doi: 10.1016/s0007-8506(07)60819-1
13. Zhang L., Liu W. Precision glass molding: Toward an optimal fabrication of optical lenses. Frontiers of Mechanical Engineering, 2017, vol. 12, no. 1, pp. 3–17. doi: 10.1007/s11465-017-0408-3
|